سایت خبری تحلیلی کسب و کار استارت آپ | کارآفرینی | دانش بنیان | اقتصاد
سایت خبری تحلیلی کسب و کار استارت آپ | کارآفرینی | دانش بنیان | اقتصاد

تراشکاری، از ساخت قطعات ماشین آلات صنعتی گرفته تا ساخت اقلام خاصی مانند آلات موسیقی نیز کاربرد دارندکه این کار پارامترهایی دارد، شرکت پارسیان لیزر در این مقاله قصد دارد شما را با این پارامترها آشنا کند.
موضوع مهم این است که ساز و کار همه ماشین های تراشکاری یکی است.
یعنی از هر نوعی که باشند و هر عملکردی که داشته باشند، همه آن ها با استفاده از مکانیزم نگهدارنده و چرخش قطعه بر حول محور عمودی ابزار تراش کار میکنند.
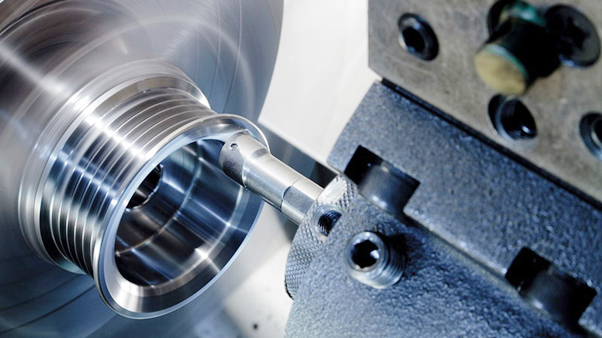
تراشکاری در اصطلاح انگلیسی Turning می باشد که فرم دهی فلزات با روش براده برداری و یا با استفاده از ماشین تراشکاری انجام می گردد.
در این روش از فرم دهی فلزات ، فلزهایی که به در حالت کلی به شکل استوانه هستند با قدرت و همچنین سرعت معین به گردش در میاید و همچنین با تکان خوردن تیغ چه های تراشکاری روی فلز عملیات برداشته شدن براده های آهنی با عمق و سرعت معین انجام می گردد.
محل حرکت قطعه و یا همان محور قطعه می تواند خط صاف در راستای مجموعه ی کلی از منحنی ها و همچنین زاویه ها باشد.
عموما اصطلاح تراشکاری و بورینگ برای خانواده های بزرگتری از عملیات به نام تراشیدن بکار برده شوند.
تراشکاری می تواند به دو صورت دستی و با ماشین تراش انجام بشه یکی از معروف ترین و پرکاربردترین دستگاهی که در این زمینه بکار برده می شود دستگاه cnc هست که مورد توجه بسیاری از افراد و مردم قرار گرفته و در بسیاری از کارگاه های تراشکاری از این دستگاه استفاده می شود.
وقتی تراشکاری روی قسمتی از جسمی نسبتا صلب چرخیده می شود و یک ابزار تراش از یک ، دو و یا سه محور حرکت رد می شود تا قطر با عمق دقیق بوجود آید . تراشکاری می تواند در داخل و یا خارج یک استوانه انجام بشه تا اجزا لوله ایی تولید شد.
۱-نرخ پیشروی (Feed Rate)

به میزان جابجایی ابزار (در واحد طول) یا میزان براده برداری به ازای هر دور چرخش اسپیندل، نرخ پیشروی یا نرخ پیشروی گفته می شود.
با کاهش نرخ پیشروی، کیفیت سطح بهتر میشود اما به زمان بیشتری برای تراشکاری نیاز دارد، همچنین افزایش آن تاثیر منفی روی عمر ابزار و کیفیت سطح میگذارد.
نکته: مقدار زیاد نرخ پیشروی در تراشکاری قطعات سخت باعث شکستن ابزار یا کاهش شدید عمر آن میشود.
۲-جنس قطعه کار
جنس قطعه کار در انتخاب میزان پیشروی، عمق و سرعت تراشکاری اثرگذار است، همچنین ماشین کاری قطعات سخت عمر مفید ابزار را کاهش میدهد.
۳-جنس ابزار
با افزایش سختی ابزار، راندمان تراشکاری بیشتر میشود اما ضربه پذیری و طول عمر آن کاهش میابد.
یکی از اصلی ترین دلایل فرسایش ابزار، ایجاد حرارت در زمان تراشکاری است که مقاومتش را کاهش میدهد، پس در انتخاب جنس ابزار اولویت با موادی است که مقاومت حرارتی بالاتری داشته باشند.
نمونه های زیر به ترتیب مقاومت حرارتی فهرست شده اند:
ابزارهای سرامیکی
ابزارهای کاربیدی
ابزارهای ساخته شده از فولاد تندبر (HSS)
ابزارهای ساخته شده از فولاد کربنی
نکته: بهترین کیفیت سطحی مربوط به ابزارهای الماسه و HSS است.
برای هر ابزار مقادیر مجاز سرعت ماشین تراش متفاوت میباشد، در ادامه سرعتهای مجاز (دور بر دقیقه) برای ابزارهای HSS بر مبنای عمق برش و نرخ پیشروی نشان داده شده است.
۴-هندسه ی ابزار
زوایای مختلفی روی ایزار تراش (تیغه برش) وجود دارد که روی کیفیت سطح، نیروهای وارد بر ابزار، حرارت تراشکاری، شکل براده و … تاثیرگذار هستند.
زاویه آزاد بین ۶ تا ۱۲ درجه است که با افزایش آن اصطکاک کمتر شده و کیفیت سطحی، عمر ابزار و راندمان تراشکاری بیشتر میشود، پس چرا مقدار آن به ۱۲ درجه محدود میشود؟ چون با افزایش آن زاویه گوه کاهش میابد و عمر ابزار شدیدا کم خواهد شد.
کاهش اصطکاک منجر به افزایش کیفیت سطح، راندمان تراشکاری و عمر ابزار می شود، با این حال افزایش زاویه آزاد منجر به کاهش زاویه گوه می شود که خود عاملی در کاهش عمر ابزار است، همچنین با کم شدن طول لبه ی موثر ساییدگی ابزار افزایش و از کیفیت سطح کاسته میشود.
بهینه ترین زاویه آزاد فرعی برای پرداخت از ۵ تا ۱۰ درجه و برای خشن تراشی از ۱۰ الی ۱۵ درجه میباشد؛ در زوایای کمتر از ۵ درجه اصطکاک شدیدا افزایش یافته و ابزار را دچار فرسایش میکند.
زاویه براده برای ایزارهایی با چقرمگی پایین و سختی بالا نزدیک به صفر یا منفی است.
با کم شدن شعاع نوک ابزار کیفیت سطح و راندمان تراشکاری افزایش میابد اما کاهش سطح تماسی منجر به افزایش دمای نقطه ای و کاهش عمر ابزار میشود.